Чем отполировать никелированное покрытие. Никелирование в домашних условиях – получение красивых и надежных покрытий
Мы переехали в новый офис - соседнее здание. Обращайте внимание на схему проезда в разделе контактов.
Вакуумные покрытия временно не наносим
В связи с модернизацией участка вакуумных покрытий, работы по вакуумным напылениям временно не выполняем.
Сертификат ISO 9000
Система менеджмента качества на нашем предприятии соответствует ISO 9000
Нанесение нитрида титана
Наносим вакуумным напылением нитрид титана (TiN) на изделия габаритами до 2500х2500х2500 мм.
Латунирование и бронзирование
Появилась возможность выполнения работ по декоративному нанесению латуни и бронзы
Хорошая новость! Мы переехали!
В связи с долгожданным расширением производства, мы переехали на новую площадку в г. Балашиха. Для вашего удобства - появилась возможность осуществлять забор/доставку деталей нашим автотранспортом!
Партнеры
Н - Никелирование
- Шифры наносимых покрытий: Н, Н.б., Хим.Н.тв, Хим.Н, Н.м.ч.
- Обрабатываемые стали: любые, в том числе алюминиевые и титановые сплавы
- Габариты изделий: до 1000х1000х1000 мм. Масса до 3 т.
- Нанесение покрытий на изделия любой сложности
- ОТК, паспорт качества, работа в рамках ГОЗ
Общая информация
 Никелирование - это процесс гальванического или химического нанесения никеля толщиной от 1 мкм до 100 мкм.
Никелирование - это процесс гальванического или химического нанесения никеля толщиной от 1 мкм до 100 мкм.
Никелевые покрытия обладают высокой коррозионной стойкостью, высокой твёрдостью и хорошими декоративными свойствами.
Температура плавления никеля: 1445° С
Микротвёрдость никелевых покрытий: до 500 HV (хим. 800 HV)
Области применения деталей с никелевым покрытием зависят от того, используется ли никелевое покрытие в качестве финишного, или же никелевое покрытие выступает подслоем (подложкой) для нанесения других гальванических покрытий.
Никелевые покрытия могут быть нанесены практически на все металлы.
Основные области применения гальванического и химического никелирования:
Использование никеля как самостоятельного покрытия
- В декоративных целях.
Никелевые покрытия обладают хорошим зеркальным блеском и практически не тускнеют на воздухе. Покрытия хорошо переносят эксплуатацию в атмосферных условиях благодаря высокой коррозионной стойкости. Часто никелем покрывают декоративные изделия, ограждения, оборудование и инструмент. - В технических целях.
Для защиты от коррозии электрических контактов или механизмов, эксплуатирующихся во влажной среде, а также в качестве покрытия под пайку. В оптической промышленности получил распространение процесс черного никелирования.
- В качестве замены хромированию.
В ряде случаев возможна замена хромовых покрытий на никелевые, из-за технологических сложностях нанесения хрома на изделия со сложной геометрией поверхности. Если свойства покрытия и режимов нанесения выбраны правильно, разница в ресурсе изделий с покрытием может быть практически незаметна (узлы и детали различного назначения, в том числе и для пищевой промышленности)
Использование никеля в сочетании с другими гальванопокрытиями
- При нанесении многослойных защитно-декоративных покрытий.
Как правило, в сочетании с медью и хромом (меднение, никелирование, хромирование) и другими металлами в качестве промежуточного слоя для повышения блеска хромового покрытия, а также для коррозионной защиты и предохранения от диффузии меди через поры хрома на поверхность, что может приводить через короткое время к появлению рыжих пятен на хромовом покрытии.
Примеры деталей с никелированием
Технология никелирования
При электрохимическом осаждении никеля на катоде протекают два основных процесса: Ni 2+ + 2e - → Ni и 2Н + + 2е - → Н 2 .
В результате разряда ионов водорода концентрация их в прикатодном слое снижается, т. е. электролит защелачивается. При этом могут образовываться основные соли никеля, которые влияют на структуру н механические свойства никелевого покрытия. Выделение водорода вызывает также питтинг - явление, при котором пузырьки водорода, задерживаясь на поверхности катода, препятствуют разряду ионов никеля в этих местах. На покрытии образуются ямки и осадок теряет декоративный вид.
В борьбе с питтингом применяют вещества, которые снижают поверхностное натяжение на границе металл - раствор.
При анодном растворении никель легко пассивируется. При пассивации анодов в электролите уменьшается концентрация ионов никеля и быстро растет концентрация ионов водорода, что приводит к падению выхода по току и ухудшению качества осадков. Для предупреждения пассивирования анодов в электролиты никелирования вводят активаторы. Такими активаторами являются ионы хлора, которые вводят в электролит в виде хлористого никеля или хлористого натрия.
Сернокислые электролиты никелирования получили наибольшее распространение. Эти электролиты устойчивы в работе, при правильной эксплуатации они могут использоваться в течение нескольких лет без замены. Состав некоторых электролитов и режимы никелирования:
| Состав | Электролит №1 | Электролит №2 | Электролит №3 |
| Никель сернокислый | 280-300 | 400-420 | |
| Натрий сернокислый | 50-70 | - | - |
| Магний сернокислый | 30-50 | 50-60 | - |
| Кислота борная | 25-30 | 25-40 | 25-40 |
| Натрий хлористый | 5-10 | 5-10 | - |
| Натрий фтористый | - | - | 2-3 |
| Температура, °C | 15-25 | 30-40 | 50-60 |
| Плотность тока. А/дм 2 | 0,5-0,8 | 2-4 | 5-10 |
| pH | 5,0-5,5 | 3-5 | 2-3 |
Сернокислый натрий и сернокислый магний вводят в электролит для повышения электропроводности раствора. Проводимость растворов натрия выше, но в присутствии сернокислого магния получаются более светлые, мягкие и легко полируемые осадки.
Никелевый электролит очень чувствителен даже к небольшим изменениям кислотности. Для поддержания величины рН в требуемых пределах необходимо применять буферные соединения. В качестве такого соединения, препятствующего быстрому изменению кислотности электролита, применяют борную кислоту.
Для облегчения растворения анодов в ванну вводят хлористые соли натрия.
Для приготовления сернокислых электролитов никелирования необходимо растворить в отдельных емкостях в горячей воде все компоненты. После отстаивания растворы фильтруют в рабочую ванну. Растворы перемешивают, проверяют рН электролита и при необходимости корректируют 3%-ным раствором едкого натра или 5%-иым раствором серной кислоты. Затем электролит доводят водой до требуемого объема.
При наличии примесей необходимо перед началом эксплуатации электролита произвести его проработку, так как никелевые электролиты чрезвычайно чувствительны к посторонним примесям как органическим, так и неорганическим.
Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения приведены в Таблице 1.
Таблица 1. Дефекты при эксплуатации сернокислых электролитов никелирования и способы их устранения
| Дефект | Причина дефекта | Способ устранения |
| Никель не осаждается. Обильное выделение водорода | Низкое значение рН | Откорректировать рН 3%-иым раствором едкого натра |
| Частичное покрытие никелем | Плохое обезжиривание деталей | Улучшить подготовку |
| Неправильное расположение анодов | Равномерно распределить аноды | |
| Детали взаимно экранируют друг друга | Изменить расположение деталей в ванне | |
| Покрытие имеет серый цвет | Наличие в электролите солей меди | Очистить электролит от меди |
| Хрупкое, растрескивающееся покрытие | Обработать электролит активированным углем и проработать током | |
| Наличие примесей железа | Очистить электролит от железа | |
| Низкое значение рН | Откорректировать рН | |
| Образование питтинга | Загрязнение электролита органическими соединениями | Проработать электролит |
| Низкое назначение рН | Откорректировать рН | |
| Слабое перемешивание | Усилить перемешивание | |
| Появление черных или коричневых полос на покрытии | Наличие примесей цинка | Очистить электролит от цинка |
| Образование дендритов на кромках деталей | Высокая плотность тока | Снизить плотность тока |
| Чрезмерно продолжительный процесс никелирования | Ввести промежуточный подслой меди или уменьшить время электролиза | |
| Аноды покрыты коричневой или черной пленкой | Высокая анодная плотность тока | Увеличить поверхность анодов |
| Малая концентрация хлористого натрия | Добавить 2-3 г/л хлористого натрия |
При никелировании применяют горячекатаные аноды, а также непассивирующиеся аноды. Применяют также аноды в форме пластинок (карточек), которые загружают в зачехленные титановые корзины. Карточные аноды способствуют равномерному растворению никеля. Во избежание загрязнения электролита анодным шламом никелевые аноды следует заключать в чехлы из ткани, которые предварительно обрабатывают 2-10%-ным раствором соляной кислоты.
Отношение анодной поверхности к катодной при электролизе 2: 1.
Никелирование мелких деталей осуществляют в колокольных и барабанных ваннах. При никелировании в колокольных ваннах применяют повышенное содержание хлористых солей в электролите для предотвращения пассивации анодов, которая может возникать из-за несоответствия поверхности анодов и катодов, вследствие чего концентрация никеля в электролите понижается и уменьшается значение рН. Оно может достигнуть таких пределов, при которых вообще прекращается осаждение никеля. Недостатком при работе в колоколах и барабанах является также большой унос электролита с деталями из ванн. Удельные нормы потерь при этом составляют от 220 до 370 мл/м 2 .
Для защитно-декоративной отделки деталей широко применяют блестящие и зеркальные никелевые покрытия, получаемые непосредственно из электролитов с блескообразующими добавками. Состав электролита и режим никелирования:
Никель сернокислый - 280-300 г/л
Никель хлористый - 50-60 г/л
Кислота борная - 25-40 г/л
Сахарин 1-2 г/л
1,4-бутиндиол - 0,15-0,18 мл/л
Фталимид 0,02-0,04 г/л
рН = 4-4,8
Температура = 50-60°С
Плотность тока = 3-8 А/дм 2
Для получения блестящих никелевых покрытий используют также электролиты с другими блескообразующими добавками: хлорамина Б, пропаргилового спирта, бензосульфамида и др.
При нанесении блестящего покрытия необходимо интенсивное перемешивание электролита сжатым воздухом желательно в сочетании с качанием катодных штанг, а также непрерывная фильтрация электролита,
Электролит приготовляют следующим образом. В дистиллированной или деионизированной горячей (80-90°С) воде растворяют при перемешивании сернокислый и хлористый никель, борную кислоту. Доведенный водой до рабочего объема электролит подвергают химической и селективной очистке.
Для удаления меди и цинка электролит подкисляют серной кислотой до рН 2-3 завешивают катоды большой площади из рифленой стали и прорабатывают электролит в течение суток при температуре 50-60°С, перемешивая сжатым воздухом. Плотность тока 0,1-0,3 А/дм 2 . Затем рН раствора доводят до 5,0-5,5, после чего в него вводят перманганат калия (2 г/л) или 30%-ный раствор перекиси водорода (2 мл/л).
Раствор перемешивается в течение 30 мин, добавляют 3 г/л активированного угля, обработанного серной кислотой, и перемешивают электролит 3-4 с помощью сжатого воздуха. Раствор отстаивается 7-12 ч, затем фильтруется в рабочую ванну.
В очищенный электролит вводят блескообразователи: сахарин и 1,4-бутиндиол непосредственно, фталимид - предварительно растворив в небольшом количестве электролита, подогретого до 70-80° С. Доводят рН до требуемого значения и приступают к работе. Расход блескообразователей при корректировании электролита составляет: сахарин 0,01-0,012 г/(А.ч); 1,4-бутнндиол (35%-ный раствор) 0,7-0,8 мл/(А.ч); фталимид 0,003-0,005 г/(А.ч).
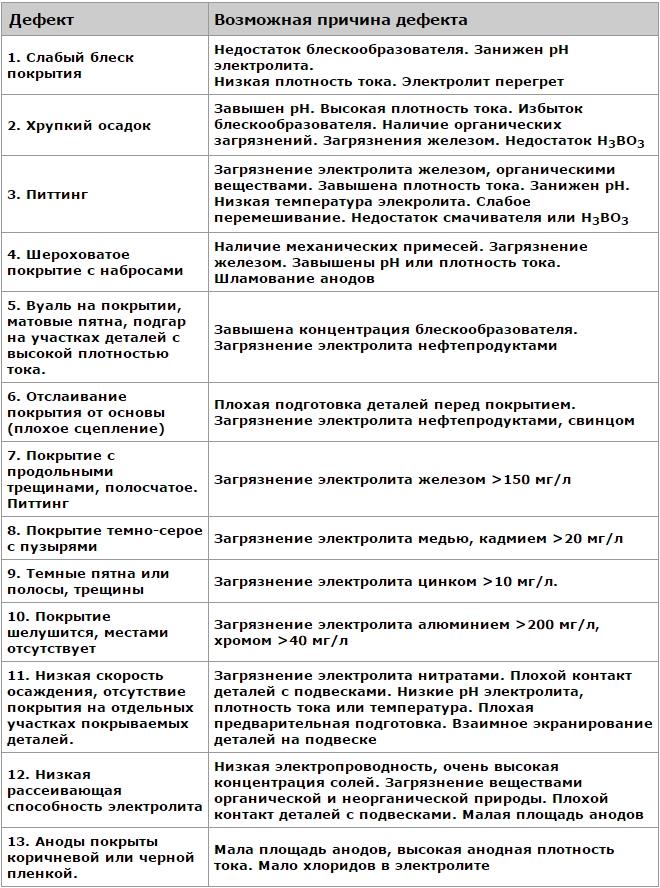
Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения приведены в Таблице 2.
Таблица 2. Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения
| Дефект | Причина дефекта | Способ устранения |
|
Недостаточный блеск покрытия |
Мала концентрация блескообразователей | Ввести блескообразователи |
| Не выдерживается заданная плотность тока и рН | Отрегулировать плотность тока и рН | |
|
Темный цвет покрытия и/или темные пятна |
В электролите имеются примеси тяжелых металлов | Произвести селективную очистку электролита при низкой плотности тока |
| Питтинг | Наличие в электролите примесей железа | Очистить электролит и ввести антипиттинговую добавку |
| Недостаточное перемешивание | Увеличить воздушное перемешивание | |
| Низкая температура электролита | Повысить температуру электролита | |
| Хрупкие осадки | Загрязнение электролита органическими соединениями | Очистить электролит активированным углем |
| Пониженное содержание 1,4-бутиндиола | Ввести добавку 1,4-бутиндиола |
Многослойное никелирование применяется для повышения коррозионной стойкости никелевых покрытий по сравнению с однослойными покрытиями.
Это достигается последовательным осаждением слоев никеля из нескольких электролитов с различными физико-химическими свойствами покрытия. К многослойным никелевым покрытиям относятся: би-никель, три-никель, сил-никель.
Коррозионная стойкость покрытий би-никель в 1,5-2 паза выше однослойных покрытий. Их целесообразно применять вместо однослойных матовых и блестящих никелевых покрытий.
Для достижения высокой коррозионной стойкости первый слои никеля (матовый или полублестящий), составляющий не менее 1/2 - 2/3 общей толщины покрытия осажденный из стандартного электролита, практически не содержит серы. Второй слой никеля осаждают из электролита блестящего никелирования; сера, содержащаяся в органических блескообразователях, входит в состав никелевого покрытия, при этом электродный потенциал второго блестящего слоя сдвигается на 60-80 мВ в сторону электроотрицательных значений по отношению к первому слою. Таким образом, блестящий слои никеля становится анодом в гальванической паре и защищает первый слой от коррозии.
Трехслойное никелирование обладает самой высокой коррозионной стойкостью. При этом методе после осаждения первого слоя никеля из того же электролита, что и при двухслойном никелировании, осаждается средний слой никеля из электролита, в состав которого входит специальная серосодержащая добавка, обеспечивающая включение большого количества серы (0,15-0,20%) в состав промежуточного слоя никеля. Затем наносится третий верхний слой из электролита для получения блестящих покрытий. При этом промежуточный слой, приобретая самый электроотрицательный потенциал, предохраняет контактирующие с ним слои никеля от коррозии.
В автомобильной промышленности применяют двухслойное никелирование типа сил-никель. Первый слой никеля наносится из электролита блестящего никелирования. Затем детали переносят во второй электролит, где происходит осаждение сил-никеля. В состав этого электролита вводят токонепроводящий высокодисперсный порошок каолина в количестве 0,3-2,0 г/л. Температура 50-60°С, плотность тока 3-4 А/дм 2 . Процесс ведут без непрерывной фильтрации. Для обеспечения равномерного распределения частиц каолина по всему объему электролита применяют интенсивное воздушное перемешивание. Слой сил-никеля повышает износостойкость покрытия и обладает высокой коррозионной стойкостью.
Сил-никель применяют как последний слой перед хромом в защитно-декоративном покрытии. Вследствие высокой дисперсности инертных частиц тонкий слой сил-никеля (1-2 мкм) не меняет декоративного вида блестящей никелированной поверхности, а при последующем хромировании позволяет получить микропористый хром, что увеличивает коррозионную стойкость покрытия.
Снятие дефектных никелевых покрытий производится анодным растворением никеля в электролите, состоящем из серной кислоты, разбавленной до плотности 1,5-1,6.103 кг/м 3 . Температура 15-25°С, анодная плотность тока 2-5 А/дм 2 .
Наряду с электролитическим никелированием широко применяют процесс химического никелирования, основанный на восстановлении никеля из водных растворов с помощью химического восстановителя. В качестве восстановителя используют гипофосфит натрия.
Химическое никелирование применяют для покрытия никелем деталей любой конфигурации. Химически восстановленный никель обладает высокой коррозионной стойкостью, большой твердостью и износостойкостью, которые могут быть значительно повышены при термической обработке (после 10-15 мин нагрева при температуре 400°С твердость химически осажденного никеля повышается до 8000 МПа). При этом возрастает и прочность сцепления. Никелевые покрытия, восстановленные гипофосфитом, содержат до 15% фосфора. Восстановление никеля гипофосфитом протекает по реакции NiCl 2 + NaH 2 PO 2 + H 2 O → NaH 2 PO 3 + 2HCl + Ni.
Одновременно происходит гидролиз гппофосфита натрия. Степень полезного использования гппофосфита принимают около 40%.
Восстановление никеля из его солей гипофосфитом самопроизвольно начихается только на металлах группы железа, которые катализируют этот процесс. Для покрытия других каталитически неактивных металлов (например, меди, латуни) необходим контакт этих металлов в растворе с алюминием или другими более электроотрицательными, чем никель, металлами. Для этой цели используют активирование поверхности обработкой в растворе хлористого палладия (0,1-0,5 г/л) в течение 10-60 с. На некоторых металлах, таких, как свинец, олово, цинк, кадмий, никелевое покрытие не образуется даже при использовании методой контактирования и активирования.
Химическое осаждение никеля возможно как из щелочных, так и из кислых растворов. Щелочные растворы характеризуются высокой стабильностью и простотой корректировки. Состав раствора и режим никелирования:
Никель хлористый - 20-30 г/л
Натрия гипофосфит - 15-25 г/л
Натрий лимоннокислый - 30-50 г/л
Аммоний хлористый 30-40 г/л
Аммиак водный, 25-% - 70-100 мл/л
рН = 8-9
Температура = 80-90°С
Покрытия, полученные в кислых растворах, отличаются меньшей пористостью, чем из щелочных растворов (при толщине выше 12 мкм покрытия практически беспористые). Из кислых растворов химического никелирования рекомендуется следующий состав (г/л) и режим никелирования:
Никель сернокислый - 20-30 г/л
Натрий уксуснокислый - 10-20 г/л
Натрия гипофосфит - 20-25 г/л
Тиомочевина 0,03 г/л
Кислота уксусная (ледяная) - 6-10 мл/л
рН = 4,3-5,0
Температура = 85-95°С
Скорость осаждения = 10-15 мкм/ч
Химическое никелирование осуществляют в стеклянных, фарфоровых или железных эмалированных ваннах. В качестве материала подвесок применяют углеродистую сталь.
В последнее время химическим путем наносят покрытие сплава никель-бор с использованием в качестве восстановителя борсодержащих соединений — борогидрида натрия и диметилбората, которые обладают более высокой восстановительной способностью по сравнению с гипофосфитом.
Полученные покрытия сплавом никель-бор имеют высокую износостойкость и твердость.
Для оценки стоимости работ, просьба выслать запрос на электронную почту
[email protected]
К запросу желательно приложить чертёж или эскиз изделий, а также указать количество деталей.
В разделе цен указана стоимость никелирования изделий
Всем привет! Цель статьи заключается в том, чтобы показать процесс никелирования со всех возможных сторон. А именно, как добиться высокого качества покрытия, не слишком потратится на расходные материалы и безопасно произвести гальванические работы. Мы также по возможности изготовим свой собственный электролит с нуля, вместо того, чтобы покупать специальные химические реактивы.
Если вы уже знакомы с процессом омеднения, отметьте следующее, что данный процесс имеет существенные отличия. Никель не очень хорошо растворяется (если вообще растворяется) в уксусе без специальных активаторов.
Никелирование можно использовать во множестве случаев, например:
- Создать антикоррозионное покрытие, что защитит основной металл от окисления и коррозии. Его часто используют в пищевой промышленности, для предотвращения загрязнения пищевых продуктов железом.
- Увеличить твёрдость покрываемого предмета и таким образом повысить долговечность деталей механизмов и инструментов.
- Помочь при спаивании разных металлов.
- Создать всевозможные варианты красивых декоративных отделок.
- Значительная толщина покрытия, может сделать предмет магнитным.
Примечание: Чтобы получить различные виды покрытий (на вид и по свойствам), вам будет нужно добавить дополнительные химические реактивы и металлы для получения желаемого результата. Реактивы изменят пути размещения атомов относительно себя и/или добавляют другие металлы в наносимое покрытие. Если вам нужно получить антикоррозийное покрытие, не добавляйте никаких химических реактивов в электролит, так как они могут оставить на покрытии пятна или сделать его тусклым.
Отказ от ответственности – ацетат никеля, химический состав, который мы будем изготавливать, очень ядовит. Название статьи говорит о том, что вам не нужно играть в безумные игры с сильнейшими кислотами, что могут оставить тяжелые ожоги на коже. При тех концентрациях, с которыми мы будем работать, процесс будет «относительно безопасным». Тем не менее, не забудьте вымыть руки, после того, как закончите работу и не забудьте должным образом вытереть поверхности (на которых или рядом с которыми) могли попасть остатки химического состава.
Давайте начинать.
Шаг 1: Материалы

Почти все расходные материалы можно найти в ближайшем супермаркете. Найти источник чистого никеля немного сложнее, но он не будет стоить больше, чем пару долларов. Также настоятельно рекомендую найти блок питания (AC/DC).
Материалы:
- Дистиллированный 5% уксус;
- Поваренная соль;
- Банка с закручивающейся крышкой;
- 6В батарею;
- Зажимы «крокодильчики»;
- Нитриловые перчатки;
- Бумажные полотенца;
- Кислотный абразив Cameo Stainless Steel and Aluminum Cleaner;
Чистый никель – вы можете «достать» несколькими различными путями.
- Купить две пластины никеля на eBay за ~$5;
- В хорошем строительном магазине можно найти никелированные сварочные электроды;
- Большинство музыкальных магазинов продают никелированные гитарные струны.
Вы также можете удалить никелевые витки/намотки со старых гитарных струн, если у вас трудности с деньгами. Это займёт немного времени, потребуется воспользоваться кусачками и плоскогубцами. Наибольшее количество никеля содержат струны, что состоят из стального ядра, которое в дальнейшем может «загрязнить» электролит.
Кроме этого можно воспользоваться никелированными дверными ручками. Я советовал бы с опаской относиться к этому варианту. Всё из-за того, что существует хороший шанс того, что они просто покрыты никелиподобным покрытием.
- Высоковольтный блок питания (постоянное напряжение). В проекте использовал старый 13.5В зарядник для ноутбука. Можно использовать зарядки для мобильных телефонов или же старый компьютерный блок питания.
- Держатель предохранителя;
- Простой проволочный предохранитель, рассчитанный на приграничные условия эксплуатации выбранного вами блока питания.
Шаг 2: Подготавливаем блок питания

Моя версия стенда довольно сырая, зато она эффективная. Вы можете (и возможно следует) сделать небольшой ящик с банкой, предохранителем и двумя клеммами, что выведены наружу, к которым присоединены крокодильчики для подключения к блоку питания.
В случае, если будете использовать зарядку для мобильного телефона, вам будет нужно выполнить следующие действия:
- Отрезать бочкообразный штекер.
- Разделить два провода и укоротить один из них на 5-8 см. Это поможет предотвратить случайное короткое замыкание.
- Зачистить от изоляции около 6 мм проводов.
- Припаять к одному из них держатель предохранителя и установить в него предохранитель.
В том же случае, если вы будете использовать зарядку для ноутбука будет нужно выполнить следующее:
- Отрезать бочкообразный штекер;
- Используя лезвие, удалите наружную изоляцию. Большинство зарядок имеют один изолированный провод, что обернут во множество медных проводов без изоляции.
- Скрутить медные провода без изоляции вместе, сформировав одну жилу. Это будет «земля».
- Припаять к нему держатель предохранителя.
- Зачистить около 6 мм изолированного провода и связать обо провода используя пластиковую застёжку или изоленту, таким образом он не коротнёт с оголенным проводом.
Намного более сложнее превратить компьютерный блок питания в настольный БП. Поисковик вам в помощь, вы наверняка найдёте пару статей, в которых всё подобно расписано.
Примечание относительно полярностей
При проведении процесса никелирования, нужно заранее определить полярности выводов. Полярность можно определить при помощи мультиметра (режим вольтметра). Если у вас нет под рукой прибора, вы можете смешать щепотку соли с небольшим количеством воды. Возьмите один из «крокодильчиков», подсоедините его к одному проводу и опустите в воду. Повторите подобную процедуру с другим проводом. Крокодильчик, вокруг которого будут возникать пузырьки и будет иметь отрицательную полярность.
Шаг 3: Готовим электролит

В принципе, можно приобрести различные соли никеля, но в этом же нет духа изобретателя. Я покажу, как можно изготовить ацетат никеля, намного дешевле, чем покупать хим. реактивы в магазине.
Заполним банку дистиллированным уксусом, оставив около 25 мм от верха. Растворим немного соли в уксусе. Количество соли не так важно, но не стоит перебарщивать (щепотки должно хватить). Причина, по которой мы добавляем соль, кроется в том, что она увеличивает электропроводность уксуса. Чем больше величина тока, что протекает через уксус, тем быстрее мы сможем растворить никель. Однако, слишком большая величина тока, приведёт к тому, что толщина покрытие будет нещадно низкой. Всё нужно делать с экономией.

В отличии от меди, никель не превратится в электролит, просто полежав некоторое время. Нам нужно растворить никель электричеством.
Поместим два куска чистого никеля в уксус с солью таким образом, чтобы части обоих кусков выглядывали из раствора (находились в воздухе) и при этом не касались друг друга. Закрепим «крокодильчик» на одном куске никеля, после чего подключим его к положительному выводу (полярность мы определили в прошлом шаге). Закрепим второй «крокодильчик» на другом куске никеля и подсоединим его к отрицательному выводу блока питания. Убедитесь в том, что зажимы не касаются уксуса, так как они растворятся в нём и приведут электролит в негодность.

Вокруг источника никеля, что соединён с отрицательным выводом начнут образовываться пузырьки водорода, а вокруг положительного — пузырьки кислорода. Говоря по правде, очень небольшое количество газообразного хлора (от соли) также сформируется на положительной клемме, но если вы не положили значительное количество соли или используете невысокое напряжение, то концентрация хлора, что растворяется в воде, не будет превышать допустимые пределы. Проводить работы следует на улице или в хорошо проветриваемом помещении.

Через некоторое время (в моём случае около двух часов), вы заметите, что раствор стал светло-зеленого цвета. Это ацетат никеля. Если вы получили синие, красные, желтые или любые другие цвета, — это означает, что источник никеля не был чистым. Раствор должен быть прозрачным, если он мутный — источник никеля не был чистым. Раствор и «источники никеля» могут греться во время процесса — это нормально. Если они на ощупь стали очень горячими, отключите питание, дайте им остыть в течение часа, а затем снова включите питание (повторяйте при необходимости). Возможно, вы добавили слишком много соли, что увеличило ток и мощность, рассеиваемую в виде тепла.
Шаг 4: Подготовка поверхности для покрытия

ПРИМЕЧАНИЕ. Некоторые металлы, такие как нержавеющая сталь, не допускают прямого никелирования. Сначала будет нужно создать промежуточный медный слой.
Итоговый результат будет зависит от чистоты поверхности, на которую будет наноситься никелевое покрытие. Даже если поверхность выглядит чистой, всё равно нужно её очистить (мылом или чистящим средством в состав которого входит кислоты).

Вы можете дополнительно очистить поверхность путем обратного гальванического разложения (т.е. «электроочисткой») в течение нескольких секунд. Прикрепите объект к положительному выводу, «пустой провод» к отрицательному выводу и оставьте их в растворе солей уксуса на 10-30 секунд. Это приведет к удалению остаточного окисления.

Большие поверхности можно очистить тонкой стальной щёткой и уксусом.
Шаг 5: Пришло время для гальванизации

В этом шаге в качестве источника питания будет использоваться 6В батарея. Более низкое напряжения (примерно в 1 В) позволит добиться лучшего, более блестящего и более гладкого покрытия. Для гальванопокрытия можно использовать источник питания более высокого постоянного напряжения, но полученный результат будет далек от идеала.
Поместим источник никеля в раствор ацетата никеля и подключим его к положительному выводу батареи. Закрепим другой зажим на объекте, который будет никелироваться и подключим его к отрицательному выходу аккумулятора.

Поместим объект в раствор и подождём около 30 секунд. Достанем его, повернём на 180 градусов и поместим его обратно в раствор еще на 30 секунд. Нужно менять место крепления зажима, чтобы покрыть всю поверхность. В отличие от медного покрытия, зажим не должен оставлять меток «ожогов».
Раствор вокруг объекта должен пузыриться.
Шаг 6:
Никель не окисляется при комнатной температуре и не тускнеет. Можно слегка отполировать поверхность, чтобы получить яркий блеск.
Если никелирование не такое блестящее, как хотелось бы, отполируйте его средством, которое не содержит воска или масла, а затем снова проведите гальванику покрытие.

Добавление небольшое количество олова во время первоначального покрытия, изменит цвет (олово даёт цвет белого металла, такого как серебро). Многие металлы могут быть электрически растворены в уксусе, как никель. Два основных металла, которые не могут быть электрически растворены в уксусе, — это золото и серебро (поверьте, я пробовал). С прошлого эксперимента у меня осталось немного медного электролита, который я смешал с раствором никеля. Результат — матовая, темно-серая, очень твердая поверхность, которая похожа на школьную доску.
Если вы не опытный химик, будьте очень осторожны, добавляя случайные химические вещества к гальванической ванне — вы можете запросто создать какой-то токсичный газ…
На этом всё! Спасибо за внимание.
Никелирование, которое является достаточно распространенной технологической операцией, выполняют для того, чтобы нанести на поверхность металлического изделия тонкий слой никеля. Толщина такого слоя, величину которого можно регулировать, используя различные приемы, может варьироваться от 0,8 до 55 мкм.
Никелирование используется в качестве защитно-декоративного покрытия, а также для получения подслоя при хромировании
С помощью никелирования металла можно сформировать пленку, обеспечивающую надежную защиту от таких негативных явлений, как окисление, развитие коррозионных процессов, реакции, вызванные взаимодействием с соляной, щелочной и кислотной средами. В частности, очень большое распространение получили никелированные трубы, которые активно используются для производства изделий сантехнического назначения.
Чаще всего никелированию подвергаются:
- изделия из металла, которые будут эксплуатироваться на открытом воздухе;
- кузовные детали мото- и автотранспортных средств, в том числе и те, для изготовления которых был использован алюминиевый сплав;
- оборудование и инструменты, применяемые в общей медицине и стоматологии;
- изделия из металла, которые длительное время эксплуатируются в воде;
- ограждающие конструкции, изготовленные из стали или алюминиевых сплавов;
- изделия из металла, подвергающиеся воздействию сильных химических веществ.
Существует несколько используемых как в производственных, так и в домашних условиях методов никелирования металлических изделий. Наибольший интерес в практическом плане представляют способы никелирования металлических деталей, не требующие применения сложного технологического оборудования и реализуемые в домашних условиях. К таким способам относится электролитическое и химическое никелирование.

Электролитическое никелирование
Суть технологии электролитического никелирования металлических деталей, имеющей и другое название – «гальваническое никелирование», можно рассмотреть на примере того, как выполняется омеднение поверхности изделия из металла. Такую процедуру можно проводить как с применением электролитического раствора, так и без него.
Деталь, которая будет в дальнейшем обрабатываться в электролитическом растворе, подвергается тщательной обработке, для чего с ее поверхности при помощи наждачной бумаги удаляют оксидную пленку. Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.

Сам процесс никелирования выполняется в стеклянной емкости, в которую заливается водный раствор (электролит). В составе такого раствора содержится 20% медного купороса и 2% серной кислоты. Обрабатываемую деталь, на поверхность которой необходимо нанести тонкий слой меди, в растворе электролита помещают между двумя анодами из меди. Чтобы запустить процесс омеднения, на медные аноды и обрабатываемую деталь необходимо подать электрический ток, величину которого рассчитывают, исходя из показателя 10–15 мА на один квадратный сантиметр площади детали. Тонкий слой меди на поверхности изделия появляется уже через полчаса его нахождения в растворе электролита, причем такой слой будет тем толще, чем дольше будет протекать процесс.

Нанести медный слой на поверхность изделия можно и по другой технологии. Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Изделие, поверхность которого предварительно зачищают и обезжиривают, помещают в емкость из диэлектрического материала и заливают электролитом, в качестве которого можно использовать насыщенный водный раствор медного купороса. Самодельную кисточку подключают к плюсовому контакту источника электрического тока, а обрабатываемую деталь – к его минусу. После этого приступают к процедуре омеднения. Заключается она в том, что кисточкой, которую предварительно обмакивают в электролит, проводят над поверхностью изделия, не прикасаясь к ней. Наносить покрытие, применяя такую методику, можно в несколько слоев, что позволит сформировать на поверхности изделия слой меди, на котором практически отсутствуют поры.

Электролитическое никелирование выполняется по схожей технологии: при его осуществлении тоже используется раствор электролита. Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Для осуществления никелирования, в том числе и выполняемого своими руками, используются электролитические растворы двух основных типов:
- водный раствор, включающий в свой состав сернокислый никель, натрий и магний (14:5:3), 2% борной кислоты, 0,5% поваренной соли;
- раствор на основе нейтральной воды, содержащий в своем составе 30% сульфата никеля, 4% хлорида никеля, 3% борной кислоты.

Электролит блестящего никелирования с добавкой органических блескообразователей (натриевых солей)

Выравнивающий электролит блестящего никелирования. Подходит для поверхностей с низким классом очистки
Чтобы приготовить электролитический раствор, сухую смесь из вышеуказанных элементов заливают одним литром нейтральной воды и тщательно перемешивают. Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Обработка по данной технологии обычно длится полчаса, при этом используют источник тока с напряжением 5,8–6 В. Результатом является поверхность, покрытая неравномерным матовым цветом серого цвета. Чтобы она стала красивой и блестящей, необходимо ее зачистить и выполнить ее полировку. Следует иметь в виду, что такая технология не может быть использована для деталей, отличающихся высокой шероховатостью поверхности или имеющих узкие и глубокие отверстия. В таких случаях покрытие поверхности металлического изделия слоем никеля следует выполнять по химической технологии, которую также называют чернением.

Суть технологической операции чернения заключается в том, что на поверхность изделия сначала наносится промежуточное покрытие, основой которого может быть цинк или никель, а на верхней части такого покрытия формируется слой черного никеля толщиной не более 2 мкм. Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
В отдельных случаях металлическое изделие одновременно подвергают сразу двум технологическим операциям, таким как никелирование и хромирование.
Химическое никелирование
Процедуру химического никелирования изделий из металла выполняют по следующей схеме: обрабатываемую деталь на некоторое время погружают в кипящий раствор, в результате чего на ее поверхности оседают частички никеля. При применении такой технологии электрохимическое воздействие на металл, из которого изготовлена деталь, отсутствует.
Результатом использования такой технологии никелирования является формирование на поверхности обрабатываемой детали никелевого слоя, который прочно связан с основным металлом. Наибольшей эффективности такой способ никелирования позволяет добиться в тех случаях, когда с его помощью обрабатываются предметы, изготовленные из стальных сплавов.

Выполнять такое никелирование в домашних условиях или даже в условиях гаража нетрудно. При этом процедура никелирования проходит в несколько этапов.
- Сухие реактивы, из которых будет приготовлен электролитический раствор, смешиваются с водой в эмалированной посуде.
- Полученный раствор доводят до кипения, а затем в него добавляют гипофосфит натрия.
- Изделие, которое необходимо подвергнуть обработке, помещают в электролитический раствор, причем делают это так, чтобы оно не касалось боковых стенок и дна емкости. Фактически надо изготовить бытовой аппарат для никелирования, конструкция которого будет состоять из эмалированной емкости соответствующего объема, а также диэлектрического кронштейна, на котором будет фиксироваться обрабатываемая деталь.
- Продолжительность кипения электролитического раствора в зависимости от его химического состава может составлять от одного часа до трех.
- После завершения технологической операции уже никелированная деталь извлекается из раствора. Затем ее промывают в воде, в составе которой содержится гашеная известь. После тщательной промывки поверхность изделия подвергается полированию.

Электролитические растворы для выполнения никелирования, которому можно подвергать не только сталь, но также латунь, алюминий и другие металлы, обязательно содержат в своем химическом составе следующие элементы – хлористый или сернокислый никель, гипофосфит натрия различной кислотности, какую-либо из кислот.
Чтобы увеличить скорость никелирования изделий из металла, в состав для выполнения этой технологической операции добавляют свинец. Как правило, в одном литре электролитического раствора выполняют никелевое покрытие поверхности, площадь которой составляет 20 см 2 . В электролитических растворах с более высокой кислотностью проводят никелирование изделий из черных металлов, а в щелочных обрабатывают латунь, осуществляют никелирование алюминия или деталей из нержавеющей стали.
Некоторые нюансы технологии
Выполняя никелирование латуни, изделий из стали различных марок и других металлов, следует учитывать некоторые нюансы этой технологической операции.
- Пленка из никеля будет более устойчивой, если она нанесена на предварительно омедненную поверхность. Еще более устойчивой никелированная поверхность будет в том случае, если готовое изделие будет подвергнуто термической обработке, заключающейся в его выдержке при температуре, превышающей 450°.
- Если никелированию подвергаются детали из закаленных сталей, то нагревать и выдерживать их можно при температуре, не превышающей 250–300°, иначе они могут утратить свою твердость.
- При никелировании изделий, отличающихся большими размерами, возникает потребность в постоянном перемешивании и в регулярной фильтрации электролитического раствора. Такая сложность особенно характерна для процессов никелирования, выполняемых не в промышленных, а в домашних условиях.
По сходной с никелированием технологии можно покрыть латунь, сталь и другие металлы слоем серебра. Покрытие из данного металла наносят, в частности, на рыболовные снасти и изделия другого назначения, чтобы предотвратить их потускнение.
Процедура нанесения слоя серебра на сталь, латунь и другие металлы отличается от традиционного никелирования не только температурой проведения и временем выдержки, но также тем, что для нее применяют электролитический раствор определенного состава. При этом выполняют данную операцию в растворе, температура которого составляет 90°.
Никель широко применяется в машиностроении и приборостроении, а также в разных отраслях. В пищевой промышленности никель заменяет оловянные покрытия, а в области оптики он распространился благодаря процедуре чёрного никелирования металла. Никелем покрывают детали, изготовленные из цветных металлов и стали, для повышения сопротивления изделий механическому износу и защиты от коррозии. Присутствие фосфора в никеле делает пленку по твердости близкой к пленке хрома!
Процедура никелирования
Никелирование представляет собой нанесение на поверхность детали никелевого покрытия, которое обычно имеет толщину от 1 до 50 мкм. Покрытия никелем бывают блестящими или матовыми черными, но не зависимо от этого, обеспечивают надежную защиту металлу в агрессивных средах (кислоты, щелочи) и в условиях повышенной температуры.
Перед процессом никелирования изделие должно быть подготовлено. Его обрабатывают наждачной бумагой для удаления оксидной пленки, протирают щеткой, промывают водой, обезжиривают в горячем содовом растворе и промывают еще раз. Никелевые покрытия способны с течением времени терять свой первичный блеск, поэтому зачастую покрывают слой никеля более устойчивым слоем хрома.
Никель, который нанесен непосредственно на сталь, является катодным покрытием и защищает материал исключительно механическим путем. Несплошность защитного покрытия способствует возникновению коррозионных пар, в которых растворимым электродом выступает именно сталь. В результате этого под покрытием образуется коррозия, разрушающая стальную подложку и провоцирующая отслаивание никелевого покрытия. Для предупреждения этого металл всегда нужно покрывать толстым слоем никеля.

Никелевые покрытия можно наносить на железо, медь, их сплавы, а также на вольфрам, титан и прочие металлы. Нельзя покрывать с помощью химического никелирования такие металлы, как свинец, кадмий, олово, свинец, сурьму и висмут. При никелировании стальных изделий принято наносить подслой меди.
Покрытия никелем используют в разных отраслях промышленности для специальных, защитно-декоративных целей, а также в качестве подслоя. Технологию никелирования используют для восстановления изношенных автозапчастей и деталей машин, покрытия химической аппаратуры, медицинского инструмента, измерительных инструментов, предметов домашнего обихода, деталей, что эксплуатируются с небольшими нагрузками в условии сухого трения или воздействия крепких щелочей.
Виды никелирования
Практике известны две разновидности никелирования - электролитическое и химическое. Последний способ является несколько дороже электролитического, однако способен обеспечить возможность создания равномерного по качеству и толщине покрытия на любых участках поверхности, если выполнено условие доступа к ним раствора.
Электролитическое никелирование
Электролитические покрытия характеризуются некоторой пористостью, зависящей от тщательности подготовки основы и толщины защитного покрытия. Для организации качественной защиты от коррозии требуется полное отсутствие пор, для этого принято предварительно производить меднение детали из металла или наносить многослойное покрытие, что является надежнее однослойного даже при равной толщине.
Для этого нужно приготовить электролит. Возьмите 30 грамм сульфата никеля, 3,5 грамма хлорида никеля и 3 грамма борной кислоты на 100 миллилитров воды, данный электролит налейте в емкость. Для никелирования стали или меди требуются никелевые аноды, которые следует опустить в электролит.

Между никелевыми электродами следует подвесить на проволочке деталь. Проволочки, идущие от никелевых пластинок, необходимо соединить вместе. Детали подключают к отрицательному полюсу источнику тока, а проволочки - к положительному. Затем нужно включить реостат в цепь для регулировки тока и миллиамперметр. Выберите источник постоянного тока, который имеет напряжение не больше 6 В.
Ток необходимо включать приблизительно на двадцать минут. Затем деталь нужно вынуть, промыть и просушить. Изделие покрыто матовым слоем никеля сероватого цвета. Чтобы защитное покрытие приобрело блеск, его необходимо отполировать. Однако при работе помните о существенных недостатках электролитического никелирования в домашних условиях — неравномерности осаждения на рельефной поверхности никеля и невозможности покрытия глубоких и узких отверстий, а также полостей.
Химическое никелирование
Помимо электролитического способа можно использовать еще один, весьма несложный способ для покрытия железа или полированной стали тонким, но прочным слоем никеля. Принято брать 10-процентный раствор хлористого цинка и постепенно добавлять к раствору сернокислого никеля до тех пор, пока жидкость не станет ярко-зеленой. После этого жидкость нужно нагреть до кипения, лучше для этого использовать фарфоровый сосуд.
При этом появляется характерная муть, однако на процесс никелирования деталей она никакого влияния не оказывает. Когда вы доведете жидкость до кипения, следует в неё опустить предмет, который подлежит никелированию. Предварительно очистите деталь и обезжирьте. Изделие должно кипеть в растворе близко часа, время от времени добавляйте дистиллированную воду по мере ее выпаривания.
Если вы заметите во время кипения, что жидкость поменяла цвет из ярко-зеленого на слабо-зеленый, то нужно добавить немного сернокислого никеля для получения первоначального окраса. По истечении указанного времени достаньте изделие из раствора, промойте в воде, в которой распущено немного мела, и тщательно просушите. Сталь или полированное железо, покрытое подобным способом никелирования, это защитное покрытие держит весьма прочно.
В основе процедуры химического никелирования находится реакция восстановления никеля из водного раствора его солей при помощи гипофосфита натрия и прочих химических реактивов. Растворы, которые применяются для химического никелирования, бывают кислыми с уровнем рН 4-6,5 и щелочными с показателем рН выше 6,5.

Кислые растворы целесообразно использовать для покрытия черных металлов, латуни и меди. Щелочные предназначены для нержавеющих сталей. Кислый раствор по сравнению с щелочным дает на полированной детали более гладкую поверхность. Еще одной немаловажной особенностью кислых растворов считается меньшая вероятность саморазряда при превышении порога рабочей температуры. Щелочные растворы гарантируют более надежное сцепление пленки никеля с основным металлом.
Все водные растворы для никелирования своими руками являются универсальными, то есть пригодными для всех металлов. Для химического никелирования берут дистиллированную воду, однако вы можете использовать и конденсат из бытового холодильника. Химические реактивы подойдут чистые - с обозначением на этикетке «Ч».
Последовательность изготовления раствора такова. Все химические реактивы, за исключением гипофосфита натрия, нужно растворить в воде, используя эмалированную посуду. Потом разогрейте раствор до рабочей температуры, растворите гипофосфит натрия и поместите детали в раствор. С помощью одного литра раствора можно отникелировать детали, которые имеют площадь их поверхности до 2 дм2.
Черные покрытия
Никелевые покрытия черного цвета применяются со специальной и декоративной целью. Их защитные свойства являются очень низкими, поэтому их принято наносить на подслой из обычного никеля, цинка или кадмия. Стальные изделия нужно предварительно оцинковать, а медь и латунь — никелировать.
Черное никелевое покрытие является твердым, но хрупким, особенно при значительной толщине. В практике останавливаются на значении толщины в 2 мкм. Никелевая ванна для нанесения подобных покрытий, как правило, содержит большое количество роданида и цинка. В покрытии присутствует близко половины никеля, а остальные 50% составляют сера, азот, цинк и углерод.

Ванны черного никелирования алюминия или стали принято готовить, растворяя в теплой воде все составляющие и фильтруя с помощью фильтровальной бумаги. Если при растворении борной кислоты возникают трудности, то ее отдельно растворяют в воде, что нагрета до 70 градусов по Цельсию. Получение глубокого черного цвета зависит от правильного выбора значения плотности тока.
Ванны никелирования
В мастерских широко применяется ванна, которая состоит из 3 основных компонентов: борной кислоты, сульфата и хлорида. Сульфат никеля является источником ионов никеля. Хлорид значительно влияет на работу анодов из никеля, его концентрация в ванне точно не нормируется. В безхлоридных ваннах совершается сильное пассивирование никеля, после чего содержание в ванне никеля уменьшается, а результатом является снижение выхода по току и падение качества покрытий.
Аноды в присутствии хлоридов растворяются в достаточном количестве для нормального протекания процесса никелирования меди или алюминия. Хлориды увеличивают проводимость ванны и её функционирование при загрязнениях цинком. Борная кислота помогает поддерживать рН на определенном уровне. Эффективность подобного действия зависит в большой степени от концентрации борной кислоты.

В качестве хлорида можно использовать хлорид натрия, цинка или магния. Повсеместно применяются сульфатные ванны Уоттса, которые содержат в качестве добавки электропроводные соли, которые повышают электропроводность ванн и улучшают внешний вид защитных покрытий. Наиболее применяем среди этих солей сульфат магния (близко 30 грамм на литр).
Сульфат никеля принято чаще всего вводить в концентрации порядка 250—350 грамм на литр. В последнее время наметились тенденции к ограничению сульфата никеля - меньше 200 г/л, что помогает заметно снизить потери раствора.

Концентрация борной кислоты составляет 25—40 грамм на литр. Ниже 25 г/л увеличиваются тенденции к быстрому защелачиванию ванны. А превышение допустимого уровня считается неблагоприятным из-за возможной кристаллизации борной кислоты и оседания кристаллов на стенках никелевой ванны и анодах.
Никелевая ванна работает в разном диапазоне температур. Однако технология никелирования в домашних условиях редко применяется при комнатной температуре. От покрытий, которые нанесены в холодных ваннах, часто отслаивается никель, поэтому ванну необходимо нагревать хотя бы до 30 градусов по Цельсию. Плотность тока выбирают экспериментально, чтобы не происходил прижог покрытий.
Натриевая ванна надежно работает в широком диапазоне рН. Раньше поддерживали рН на уровне 5,4—5,8, мотивируя меньшей агрессивностью и высшими кроющими способностями ванны. Однако высокие значения рН провоцируют значительный рост напряжений в никелевом покрытии. Поэтому в большинстве ванн рН составляет 3,5—4,5.
Тонкости никелирования
Сцепление пленки никеля с металлом является сравнительно низким. Данную проблему можно решить с помощью термической обработки пленок никеля. Процедура низкотемпературной диффузии состоит в нагреве отникелированных изделий до температуры 400 градусов по Цельсию и выдержке деталей на протяжении одного часа при этой температуре.
Но помните, что если детали, которые покрыты никелем, были закалены (рыболовные крючки, ножи и пружины), то при температуре 400 градусов они могут отпуститься, теряя твердость - их основное качество. Поэтому низкотемпературную диффузию в подобной ситуации проводят при температуре близко 270-300 градусов с выдержкой до 3 часов. Подобная термообработка способна повышать и твердость покрытия никелем.

Современные ванны никеля требуют специального оборудования для никелирования и перемешивания водного раствора для интенсификации процедуры никелирования и уменьшения риска питтинга - возникновения небольших углублений в покрытии. Перемешивание ванны за собой влечет необходимость создания непрерывной фильтрации для устранения загрязнений.
Перемешивание при помощи подвижной катодной штанги не является настолько эффективным, как использование для этой цели сжатого воздуха, и помимо всего прочего, требует наличия специального ингредиента, который исключает пенообразование.
Снятие никелевого покрытия
Никелевые покрытия на стали принято удалять в ваннах с разбавленной серной кислотой. Добавьте к 20 литрам холодной воды порциями 30 литров концентрированной серной кислоты при постоянном перемешивании. Контролируйте, чтобы температура не превышала 60 градусов по Цельсию. После охлаждения до комнатной температуры ванны ее плотность должна достигать 1,63.
С целью уменьшения риска затравливания материала, из которого выполнена подложка, добавляют в ванну глицерин в количестве 50 грамм на литр. Ванны принято изготовлять из винипласта. Изделия навешивают на средней штанге, которая соединена с плюсом источника тока. Штанги, на которых закреплены свинцовые листы, соединяются с минусом источника тока.
Следите, чтобы температура ванны не превышала 30 градусов, так как горячий раствор на подложку действует агрессивно. Плотность тока должна составлять 4 А/дм2, но допускается изменение напряжения в пределах 5—6 Вольт.
Добавьте через определенное время концентрированную серную кислоту, чтобы поддержать плотность, равной 1,63. Для предупреждения разбавления ванны погружайте изделия в ванну после проведения их предварительной сушки. Контроль процесса особого труда не представляет, потому что плотность тока в момент удаления никеля резко падает.
Таким образом, никелирование является самым популярным гальванотехническим процессом. Покрытие никеля отличается твердостью, большой коррозионной стойкостью, сносной ценой никелирования, хорошими отражательными способностями и удельным электрическим сопротивлением.
Никель широко используется в приборостроении и машиностроении, а также в других различных отраслях. В пищевом производстве никель заменяет покрытия из олова, а в области оптики он известен за счет процесса черного никелирования металла. Никелем обрабатывают изделия, сделанные из стали и цветных металлов, для защиты от образования коррозии и увеличения сопротивления деталей механическому износу. Содержание фосфора в никеле позволяет делать пленку, по твердости схожей с пленкой хрома.
Процесс никелирования
Процедура никелирования подразумевает нанесение на поверхность изделия никелевого покрытия, которое, как правило, имеет толщину слоем 1-50 мкм . Никелевые покрытия могут быть матовыми черными или блестящими, но вне зависимости от этого, создают надежную и прочную защиту металла от агрессивных воздействий (щелочи, кислоты) и в условиях высоких температур.
Перед никелирования изделие необходимо подготовить. Этапы подготовки:
- деталь обрабатывают наждачкой для снятия оксидной пленки;
- обрабатывают щеткой;
- промывают под водой;
- обезжиривают в теплом содовом растворе;
- подвергают промывке еще раз.
Покрытия из никеля могут с течением времени утрачивать свой изначальный блеск, потому очень часто никелевый слой покрывают более стойким слоем хрома.
Никель, нанесенный на сталь, это катодное покрытие, которое защищает металл только механическим способом. Слабая плотность защитного слоя способствует появлению коррозионных пор, где растворимым электродом является именно стальная часть. В итоге под покрытием возникает коррозия, она разрушает стальную подложку и создает отслаивание никелевого слоя. Чтобы этого не допустить металл всегда необходимо обрабатывать толстым слоем никеля.
Покрытия из никеля наносятся на:
- медь;
- железо;
- титан;
- вольфрам и другие металлы.
Нельзя обрабатывать при помощи никелирования такие металлы, как:
При никелировании деталей из стали необходимо делать подслой меди.
Никелевые покрытия применяют в различных сферах промышленности для специальных, декоративно-защитных целей, а также используют в роли подслоя. Технику никелирования применяют для восстановления изношенных деталей и запчастей автомобилей, покрытия медицинского инструмента, химической аппаратуры, предметов домашнего обихода, измерительных инструментов, деталей, которые подвергаются небольшим нагрузкам в условии действия крепких щелочей или сухого трения.
Разновидности никелирования
На практике существует два вида никелирования:
- Химическое;
- Электролитическое.
Первый вариант является четь дороже электролитического, но может обеспечить возможность создания равномерного покрытия по толщине и качеству на любых участках изделия, если создано условие доступа раствора к ним.
Электролитическое покрытие никелем в домашних условиях
 Электролитическое никелирование отличается небольшой пористостью, она зависит от толщины защитного слоя и тщательности подготовки основания. Для создания качественной антикоррозионной защиты необходимо абсолютное отсутствие пор, для чего принято предварительно делать омеднение металлической детали или наносить несколько слоев покрытия, что намного прочней однослойного покрытия даже при одинаковой толщине.
Электролитическое никелирование отличается небольшой пористостью, она зависит от толщины защитного слоя и тщательности подготовки основания. Для создания качественной антикоррозионной защиты необходимо абсолютное отсутствие пор, для чего принято предварительно делать омеднение металлической детали или наносить несколько слоев покрытия, что намного прочней однослойного покрытия даже при одинаковой толщине.
Для чего в домашних условиях надо подготовить электролит . Необходимо 3,5 гр. хлорида никеля, 30 гр. сульфата никеля и 3 гр. борной кислоты на 100 мл. воды, этот электролит перелейте в емкость. Для никелирования меди или стали будут необходимы никелевые аноды, которые необходимо погрузить в электролит.
Деталь подвешивается на проволочке между никелевыми электродами. Проволочки, которые от никелевых пластинок, нужно соединить вместе. Детали подсоединяют к отрицательному полюсу источнику напряжения, а проволочки – к положительному. После необходимо подключить реостат в цепь и миллиамперметр для регулировки напряжения. Понадобится источник постоянного тока, с напряжением не более 6 Вольт.
Ток нужно включать примерно на 20 минут . После деталь достается, промывается и высушивается. Деталь покрыта матовым слоем никеля серого оттенка. Чтобы защитный слой получил блеск, его нужно отполировать. Но при работе не забывайте о значительных недостатках электролитического покрытия в домашних условиях - невозможности покрытия узких и глубоких отверстий и неравномерности осаждения на рельефной никелевой поверхности.
Химическое покрытие никелем в домашних условиях
 Кроме электролитического способа, существует еще один, довольно несложный вариант для покрытия полированной стали или железа прочным и тонким никелевым слоем. Необходимо 10% раствор хлористого цинка и потихоньку добавлять к сернокислому раствору никеля, пока раствор не будет ярко-зеленым
. Затем жидкость необходимо довести до кипения, желательно для этого взять фарфоровую емкость.
Кроме электролитического способа, существует еще один, довольно несложный вариант для покрытия полированной стали или железа прочным и тонким никелевым слоем. Необходимо 10% раствор хлористого цинка и потихоньку добавлять к сернокислому раствору никеля, пока раствор не будет ярко-зеленым
. Затем жидкость необходимо довести до кипения, желательно для этого взять фарфоровую емкость.
При этом образуется характерная муть, но на никелирования изделий она никак не влияет. Когда доведете раствор до кипения, надо в него опустить изделие, которое подвергается никелированию. Предварительно его надо обезжирить и почистить. Деталь должна кипеть в жидкости около часа, периодически доливайте дистиллированную воду по мере уменьшения раствора.
Если увидели при кипении, что раствор поменял цвет из ярко на слабо зеленый, то необходимо добавить чуть сернокислого никеля , чтобы получить изначальный окрас. Через указанное время достаньте деталь из жидкости, сполосните в воде, где растерто чуть-чуть мела, и хорошенько высушите. Полированное железо или сталь, покрытые таким образом, этот защитный слой удерживают довольно хорошо.
В основе процесса химического покрытия лежит реакция преобразования никеля из водяного раствора его солей с помощью гипофосфита натрия и других химических элементов. Растворы, использующиеся для химического покрытия, могут быть щелочными с рН более 6,5 и кислыми с рН 4-6,5.
Кислые растворы лучше всего применять для обработки меди, латуни и черных металлов. Щелочные используются для нержавейки. Кислый раствор, в отличие от щелочного, создает на полированном изделии более гладкую поверхность . Также важной особенностью кислых растворов является меньший шанс саморазряда при увеличении уровня рабочей температуры. Щелочные вещества гарантируют более прочное сцепление никелевой пленки с основанием металла.
Любые водные растворы для никелирования считаются универсальными, а именно подходящими для любых металлов. Для химического покрытия используют дистиллированную воду, но вы можете взять и конденсат из обычного холодильника. Химические реагенты подходят чистые – с маркировкой на упаковке «Ч».
Этапы приготовления раствора:
- Все химические вещества, кроме гипофосфита натрия, необходимо растворить в воде в эмалированной емкости.
- После разогрейте жидкость до кипячения, растворите гипофосфит натрия и разместите изделие в растворе.
- При помощи литра раствора можно покрыть никелем детали, имеющих площадь до 2 кв. дм.
Ванны для покрытия никелем
В мастерских часто используется ванна, состоящая из трех основных элементов:
- хлорид;
- сульфат;
- борная кислота.
Сульфат никеля это источник никелевых ионов. Хлорид существенно влияет на работу анодов, его пропорция в ванне точно не указывается. В безхлоридных ваннах происходит значительное пассивирование никеля, после этого количество в ванне никеля снижается, и как результат, падение качества покрытий и снижение выхода по току.
Аноды при хлоридах растворяются в необходимом количестве для достаточного протекания никелирования алюминия или меди. Хлориды повышают работу ванны при загрязнениях цинком и ее проводимость. Борная кислота поддерживает рН на необходимом уровне. Эффективность этого процесса зависит в основном от количества борной кислоты.
В роли хлорида можно выбрать хлорид магния, цинка или натрия. Повсеместно используются сульфатные ванны Воттса, содержащие в роли добавки электропроводные соли, увеличивающие электропроводность ванн и повышающие привлекательный вид защитного слоя. Наиболее часто используемый среди таких солей является сульфат магния (около 30 гр. на 1 л.).
Как правило, сульфат никеля вводить в соотношении приблизительно 220-360 гр. на 1 л . Сегодня появились тенденции к снижению сульфата никеля – менее 190 гр./л., это помогает значительно уменьшить потери раствора.
Добавление борной кислоты приблизительно 25-45 гр. на 1 л. Если менее 25 гр./л., то повышаются процессы защелачивания ванны. А превышение этого предела является неблагоприятным, по причине вероятной кристаллизации борной кислоты и выпадения осадков кристаллов на анодах и стенках ванны.
Никелевая ванна может работать в различном диапазоне температур. Но техника никелирования в домашних условиях нечасто используется при комнатной температуре. От покрытий, нанесенных в прохладных ваннах, зачастую отходит никель, потому ванну нужно прогревать минимум до 32 градусов. Плотность тока подбирают экспериментальным путем , чтобы не произошел прижег защитного слоя.
Натриевая ванна хорошо работает в большом диапазоне рН. Когда-то поддерживали рН 5,3-5,9, мотивируя слабой агрессивностью и лучшими кроющими свойствами ванны. Но высокие показатели рН провоцируют существенное увеличение напряжений в никелевом слое. Потому во многих ваннах рН равен 3,4-4,6.
 Сцепление никелевой пленки с металлом относительно низкое. Эту проблему решают при помощи термообработки пленок никеля. В основе процесса низкотемпературной диффузии находится нагрев отникелированных деталей до температуры 400 гр. и выдержке изделий в течение часа при данной температуре.
Сцепление никелевой пленки с металлом относительно низкое. Эту проблему решают при помощи термообработки пленок никеля. В основе процесса низкотемпературной диффузии находится нагрев отникелированных деталей до температуры 400 гр. и выдержке изделий в течение часа при данной температуре.
Но не забывайте, что если изделия, покрытые никелем, были закалены, то при 400 гр. они могут утратить прочность – их главное качество. Потому низкотемпературную диффузию в этих случаях делают при температуре около 260-310 гр. с выдержкой три часа. Эта термообработка может повышать и прочность никелевого покрытия.
Ванны подразумевают специальное оборудование для покрытия никелем и перемешивания водяного раствора для интенсификации процесса никелирования и снижения вероятности питтинга – появления мелких углублений в защитном слое. Перемешивание ванны влечет необходимость организации постоянной фильтрации для удаления загрязнений.
Перемешивание с помощью активной катодной штанги не настолько эффективно, как использование сжатого воздуха, и кроме этого, нуждается в наличии специального вещества, исключающего образования пены.
Удаление никелевого покрытия
 Покрытия из никеля на стали принято убирать в ваннах с разведенной серной кислотой
. Добавьте к 25 л. охлажденной воды частями 35 л. концентрированной серной кислоты, при этом постоянно перемешивания. Следите, чтобы температура не была не более 55 градусов. После остывания до комнатной температуры жидкости ее плотность должна быть 1,64.
Покрытия из никеля на стали принято убирать в ваннах с разведенной серной кислотой
. Добавьте к 25 л. охлажденной воды частями 35 л. концентрированной серной кислоты, при этом постоянно перемешивания. Следите, чтобы температура не была не более 55 градусов. После остывания до комнатной температуры жидкости ее плотность должна быть 1,64.
Для снижения вероятности затравливания металла, из которого изготовлена подложка, в ванну добавляют глицерин в пропорции 50 гр. на 1 л. Ванны чаще всего делаются из винипласта. Детали навешивают на среднем поручне, соединенным с плюсом источника напряжения. Поручни, где прикреплены свинцовые листы, подсоединяются к минусу источника питания.
Проследите, чтобы температура ванны была не более 32 гр., потому что горячий раствор агрессивно воздействует на подложку. Плотность тока обязана быть около 4,1 А./дм. кв., но возможно изменение тока в диапазоне 4,5-6,2 Вольт .
Добавьте через некоторое время серную кислоту, чтобы выдержать плотность равной 1,64. Чтобы избежать разбавления ванны окунайте детали только после проведения их предварительной просушки.
На сегодняшний день никелирование – это наиболее популярный гальванотехнический процесс. Никелевые покрытия отличаются высокой коррозионной устойчивостью, твердостью, недорогой стоимостью никелирования, удельным электрическим сопротивлением и отличными отражательными возможностями.

 Виды лафетных стволов. Лафетный ствол пожарный. Переносной лафетный ствол. Стационарный лафетный ствол. Виды и типы пожарных стволов
Виды лафетных стволов. Лафетный ствол пожарный. Переносной лафетный ствол. Стационарный лафетный ствол. Виды и типы пожарных стволов Подбор и наем персонала — пошаговая инструкция, как искать и нанимать сотрудников Встреча и собеседование
Подбор и наем персонала — пошаговая инструкция, как искать и нанимать сотрудников Встреча и собеседование Повышаем продуктивность играючи: офисные игры, которые стоит взять на заметку Добрые игра для планерки
Повышаем продуктивность играючи: офисные игры, которые стоит взять на заметку Добрые игра для планерки Сущность предоставления социальных услуг населению по оквэд
Сущность предоставления социальных услуг населению по оквэд